1
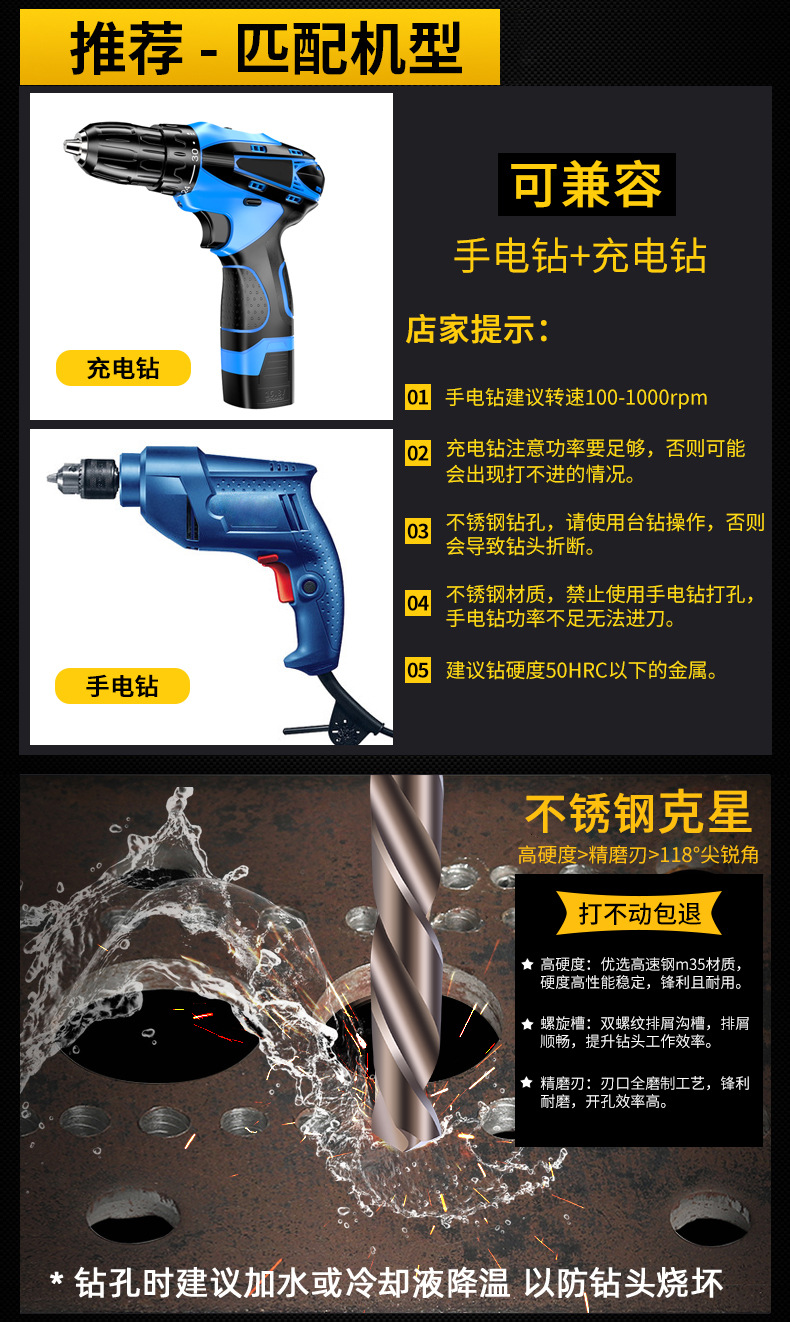
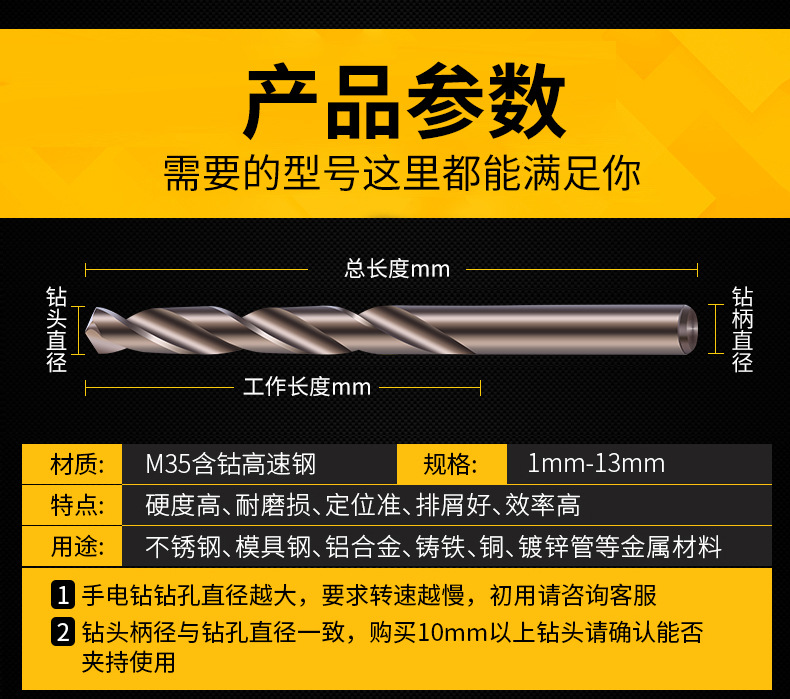
钻孔时建议转速控制在100-1000rpm之间,具体根据设备功率和钻头直径调整,避免因转速过高导致钻头烧坏
2
加工不锈钢等高硬度材料时,强烈建议使用台钻或磁力钻进行操作,避免使用手电钻,防止因扭矩不足导致钻头折断
3
钻孔过程中应适时加水或冷却液降温,防止钻头因高温退火而失效
4
禁止在未固定工件的情况下进行钻孔操作,确保工件稳固以提高安全性与加工精度
5
使用前请确认钻头柄径与夹持工具匹配,特别是10mm以上大直径钻头需确认是否能被夹具牢固夹持
6
建议仅用于硬度低于50HRC的金属材料,避免超负荷使用导致钻头损坏
7
请勿在无冷却条件下长时间连续钻孔,以免影响使用寿命