1
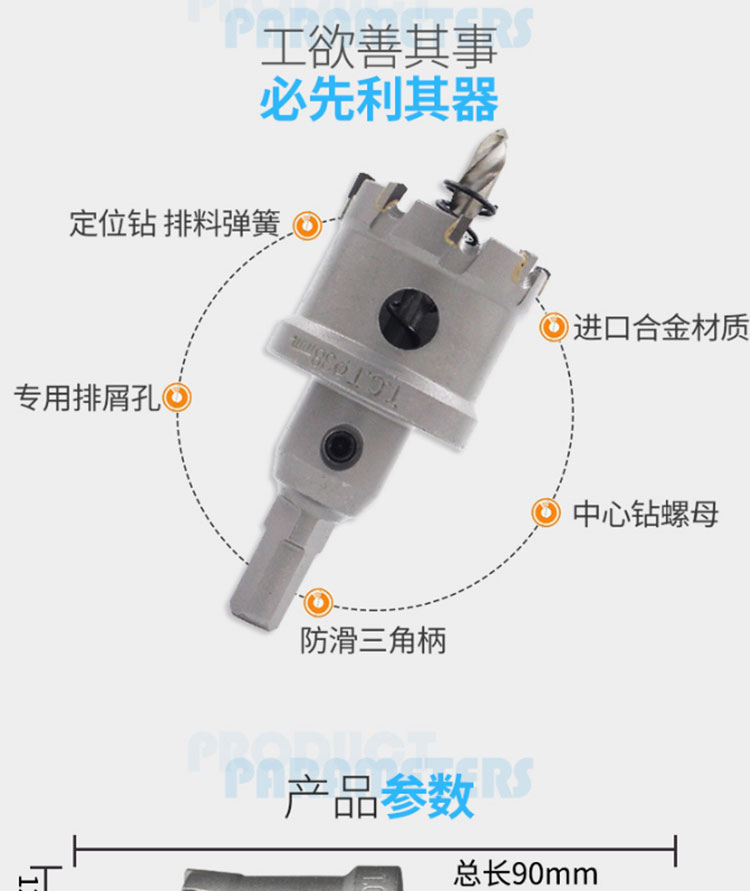
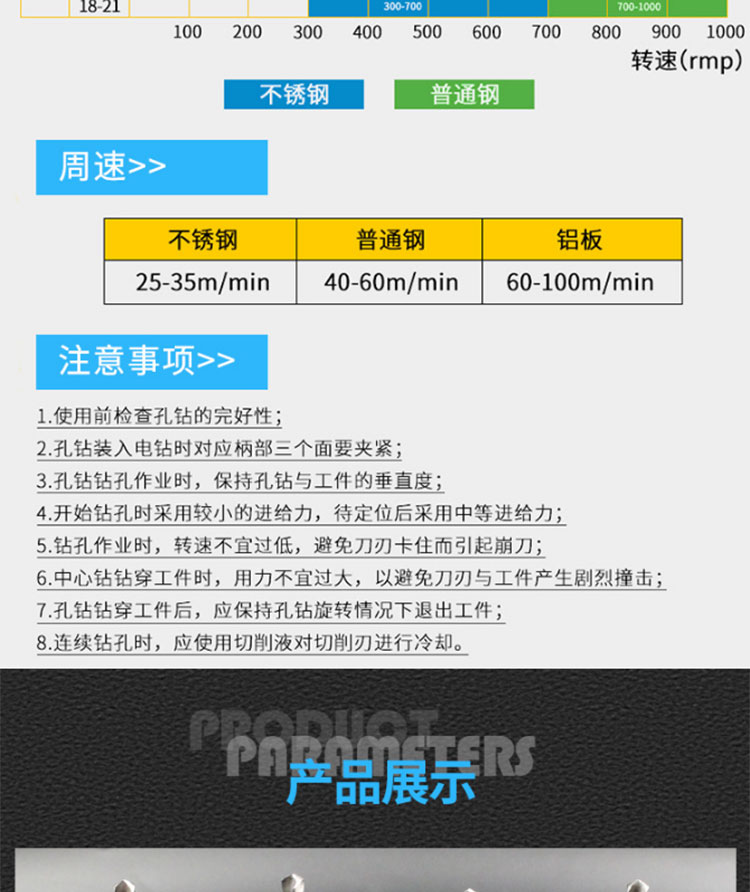
使用前请检查开孔器各部件是否完好,尤其是中心定位钻和刀刃部分
2
安装时确保开孔器柄部三面完全夹紧于电钻夹头中,避免松动造成偏移或损坏
3
开孔过程中应保持开孔器与工件垂直,避免倾斜导致孔壁不规则或刀具磨损
4
初始进给力宜小,待中心钻定位后方可施加中等进给力,防止刀刃卡住
5
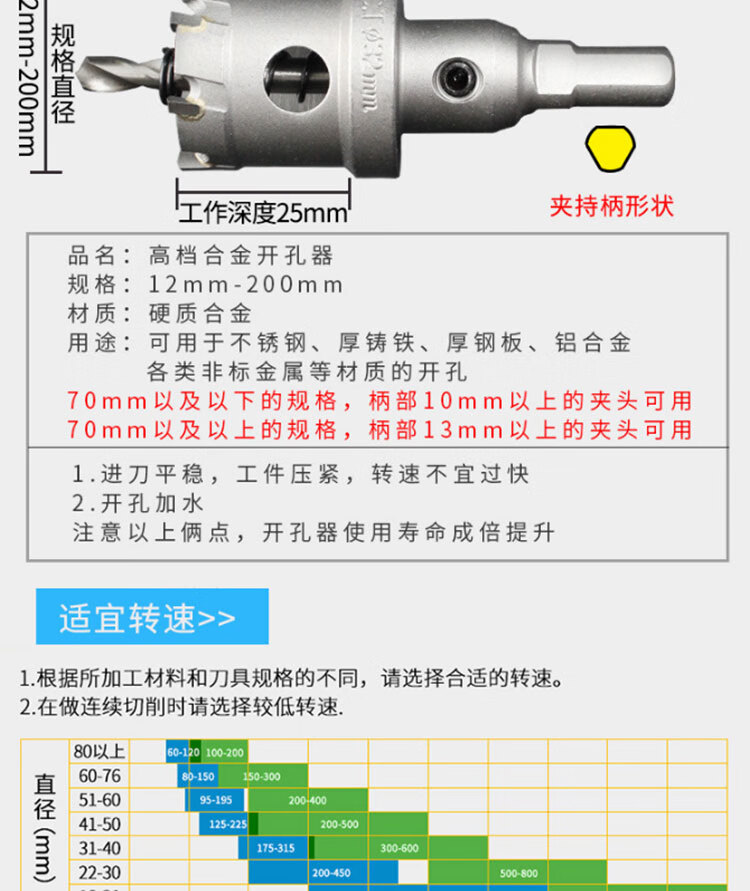
转速不宜过低,以免刀刃卡死;同时避免过高转速导致刀具过热或断裂
6
中心钻穿孔时用力不可过大,防止刀刃与工件剧烈撞击造成损伤
7
孔钻穿后应保持旋转状态退出工件,避免强行拉出导致刀口崩裂
8
连续作业时建议使用冷却液(如水或切削液)对刀具进行冷却,延长使用寿命
9
根据加工材料选择合适转速:不锈钢推荐25-35m/min周速,普通钢40-60m/min,铝板60-100m/min