1
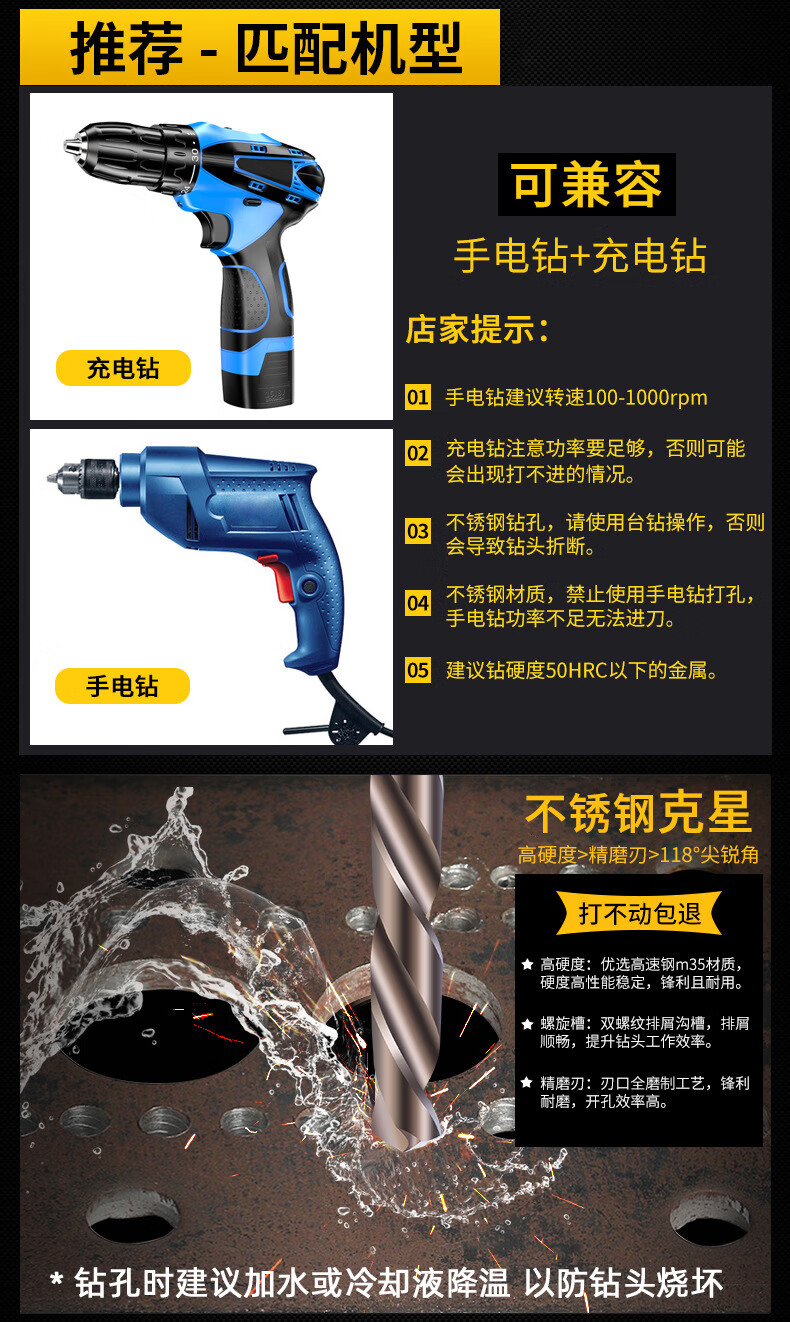
钻孔时建议使用冷却液或加水降温,以防止钻头因高温烧坏,尤其在加工不锈钢等导热性差的材料时尤为重要
2
手电钻使用时建议转速控制在100-1000rpm之间,避免转速过高导致钻头损坏
3
对于不锈钢等高硬度材料,建议使用台钻或磁力钻进行操作,避免用手电钻强行钻孔造成钻头断裂
4
充电钻需确保功率足够,否则可能无法有效切入材料
5
建议钻孔材料硬度不超过50HRC,超出范围可能导致钻头磨损过快或失效
6
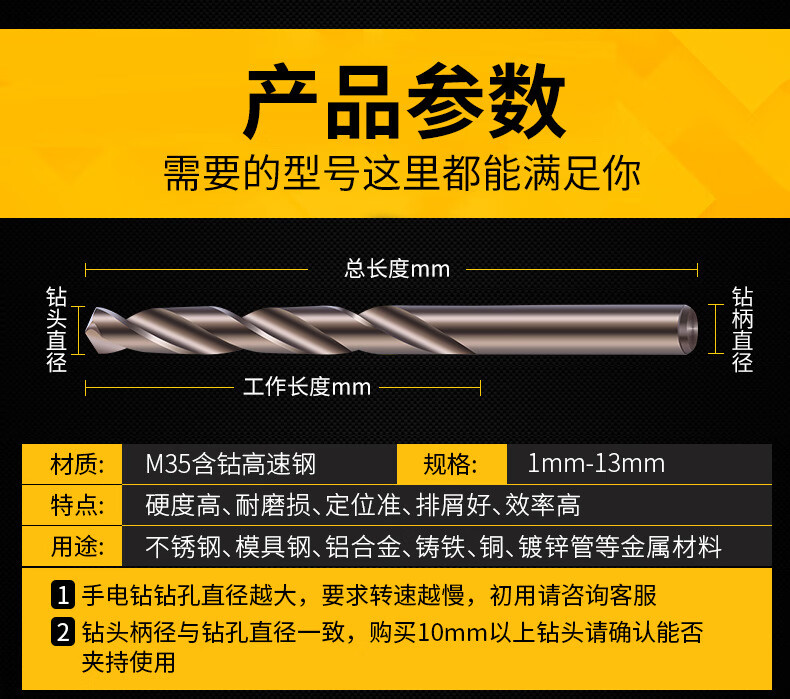
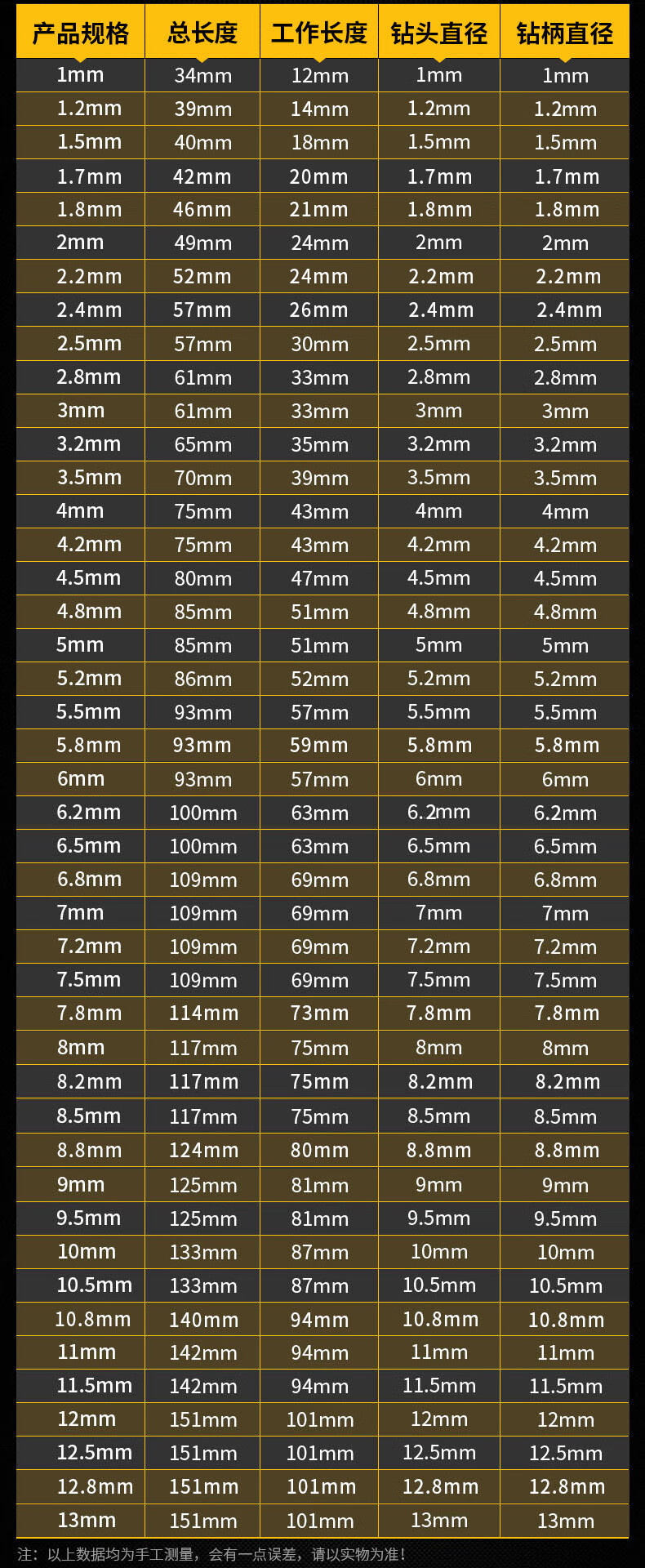
钻头直径大于10mm时,请确认夹持设备能否牢固夹紧,避免松动影响加工精度
7
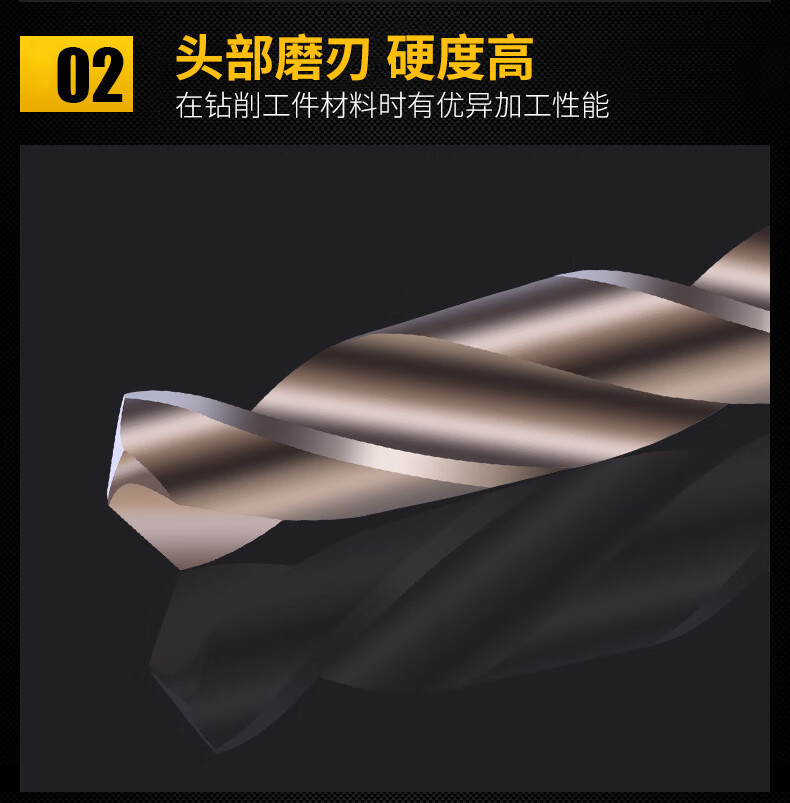
使用前请检查钻头是否完好无损,避免使用有裂纹或变形的钻头