

GIN(精展) HCAP-08R-C12-2.25D-18L 68190-01 车削快速钻头-2.25D
- 工业品
价格:¥709.13价格含税(税率13%)
- 品牌名称
- GIN(精展)
- 商品型号
- HCAP-08R-C12-2.25D-18L 68190-01
- 商品编号
- C51305312
- 商品毛重
1克(g)
广东仓0
购买数量
个
(1个/盒,最小起订量1个,递增量:1)
总价金额:
¥0.00近期成交0单
- 商品参数
- 商品详情
商品参数

参数完善中
商品详情
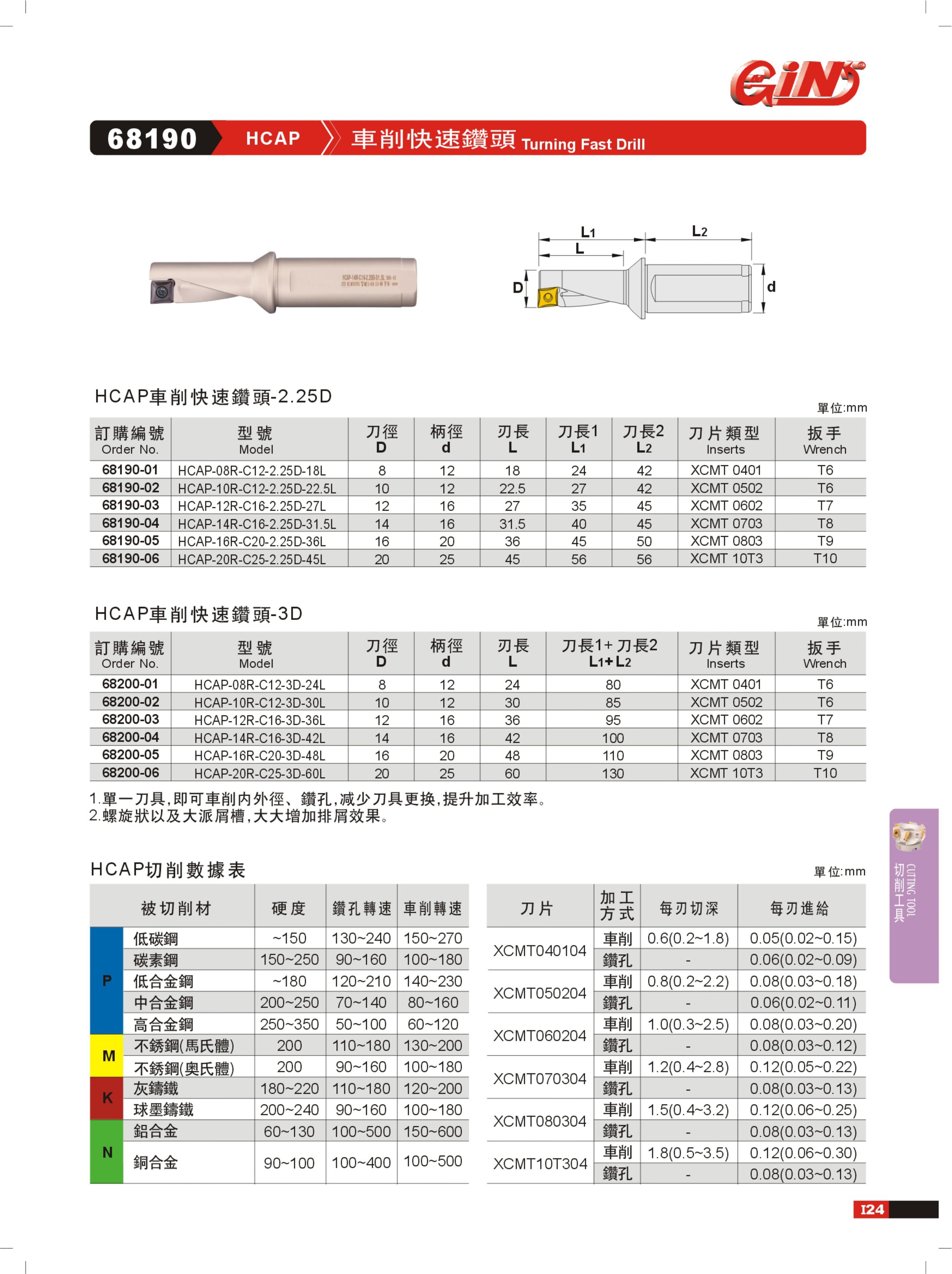
产品特点 FEATURES
1
多功能集成:单一刀具可完成车削内外径、钻孔操作,减少刀具更换频率,有效提升加工效率
2
优异排屑设计:螺旋状结构搭配大派屑槽,大幅增强排屑效果,避免切屑堆积影响加工质量
3
精准规格参数:刀径8mm,柄径12mm,刃长18mm,适配刀片类型XCMT 0401,配套扳手型号T6
4
广泛材料适配:支持低碳钢、碳素钢、低合金钢、不锈钢(马氏体/奥氏体)、灰铸铁、球墨铸铁、铝合金、铜合金等多种材料加工,对应不同材料有明确的切削转速范围(如低碳钢钻孔转速130~240rpm、车削转速150~270rpm)
产品介绍 INTRODUCTION
使用场景 APPLICATIONS
1
机械加工领域金属零件的钻孔与内外径车削加工
2
模具制造行业中模具零件的高精度孔加工及轮廓车削
3
汽车零部件生产过程中的金属构件钻孔、车削工序
4
通用机械零件(如轴类、盘类零件)的批量加工
5
五金制品加工中的金属材料钻孔及表面车削处理
注意事项 PRECAUTIONS
1
加工参数匹配:根据被切削材料的硬度及类型,严格参照切削数据表选择对应的钻孔转速、车削转速、每刃进给量等参数,避免参数不当导致刀具磨损或加工质量下降
2
排屑槽维护:加工过程中定期清理排屑槽,防止切屑堵塞造成刀具损坏或加工精度偏差
3
刀片安装规范:使用指定型号的扳手(T6)安装刀片,确保刀片固定牢固,避免加工时刀片松动影响加工效果
4
冷却润滑:加工过程中需做好冷却润滑措施,降低刀具温度,延长刀具使用寿命
5
磨损检查:定期检查刀具及刀片的磨损情况,发现磨损严重时及时更换刀片,以保证加工精度
GIN(精展) HCAP-08R-C12-2.25D-18L 68190-01 车削快速钻头-2.25D
价格:¥709.13
购买数量
个
(1个/盒,最小起订量1个,递增量:1)
总价金额:
¥0.00精选推荐








相似推荐
其他推荐
- HCAP-10R-C12-2.25D-22.5L 68190-02
- HCAP-12R-C16-2.25D-27L 68190-03
- HCAP-14R-C16-2.25D-31.5L 68190-04
- HCAP-16R-C20-2.25D-36L 68190-05
- HCAP-20R-C25-2.25D-45L 68190-06
- HCAP-08R-C12-3D-24L 68200-01
- HCAP-10R-C12-3D-30L 68200-02
- HCAP-12R-C16-3D-36L 68200-03
- HCAP-14R-C16-3D-42L 68200-04
- HCAP-16R-C20-3D-48L 68200-05
- HCAP-20R-C25-3D-60L 68200-06
- HD15-C25-3D-45L 68210-01
- HD16-C25-3D-48L 68210-02
- HD17-C25-3D-51L 68210-03
- HD18-C25-3D-54L 68210-04
- HD19-C25-3D-57L 68210-05
- HD20-C25-3D-60L 68210-06
- HD21-C25-3D-63L 68210-07
- HD22-C25-3D-66L 68210-08
- HD23-C25-3D-69L 68210-09
- HD24-C32-3D-72L 68210-10