1
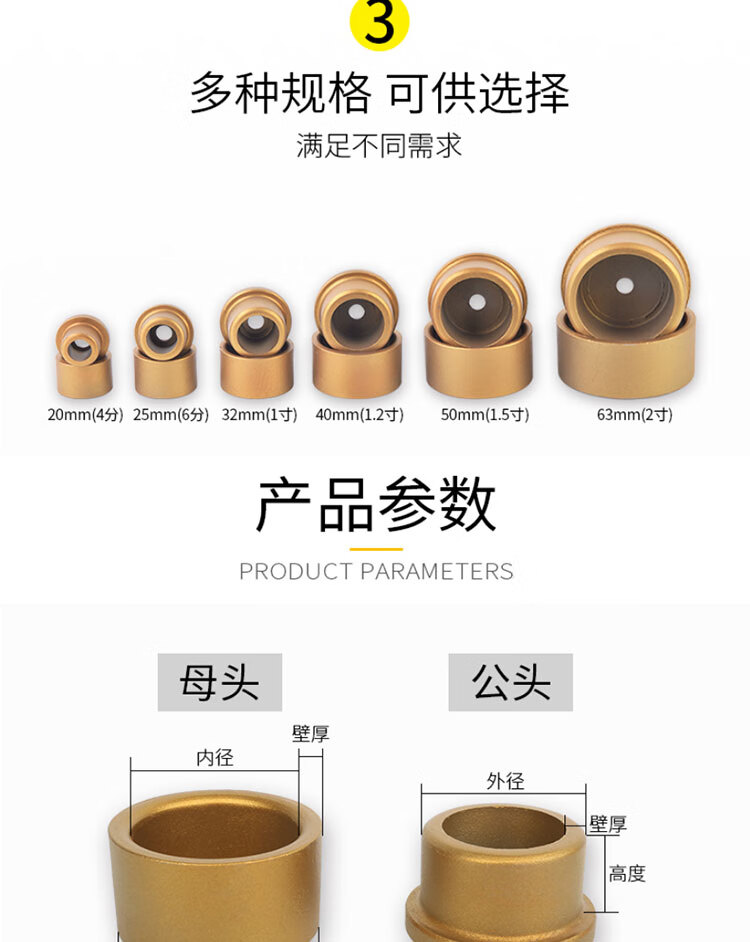
使用前请确认模头规格与待焊接PPR管材的外径匹配,避免因尺寸不符导致焊接失败或损坏管材
2
模头应定期清洁,清除残留的塑料熔渣,保持表面光滑,防止影响下次焊接效果
3
焊接时需将模头预热至指定温度(通常为260℃±10℃),并保持适当加热时间,避免过热或加热不足
4
不要强行将模头插入未达到焊接温度的管材,以免造成管材变形或模头损伤
5
存放时应避免高温、潮湿环境,防止金属表面氧化或涂层脱落
6
本产品仅作为热熔器配件使用,建议搭配同品牌或兼容的热熔焊机以保证最佳工作状态
7
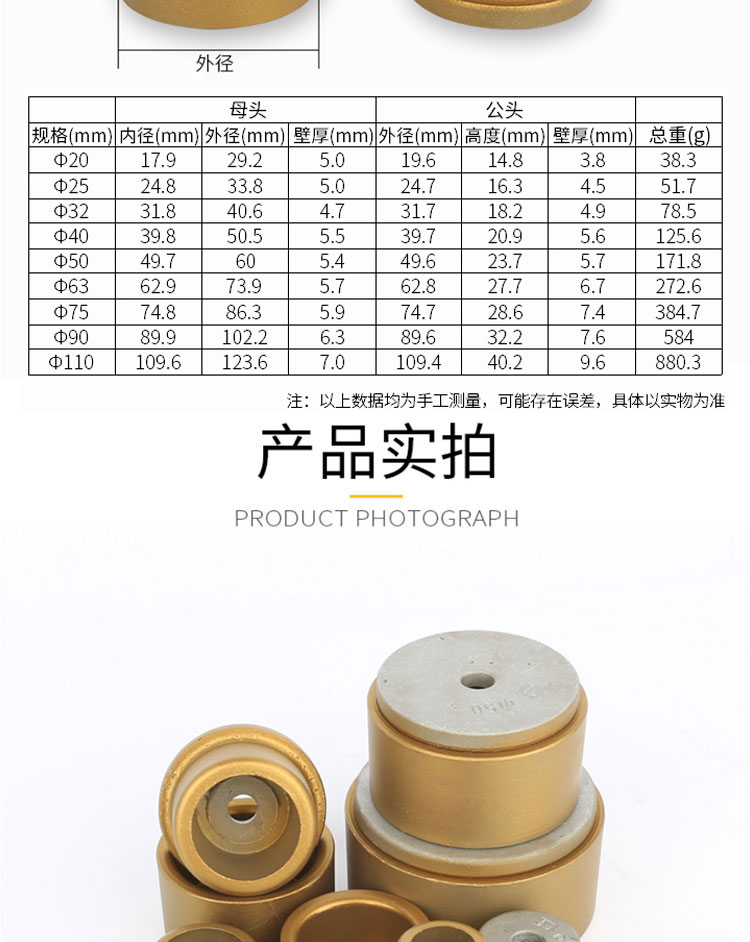
手工测量数据可能存在微小误差,实际使用中请以实物为准