1
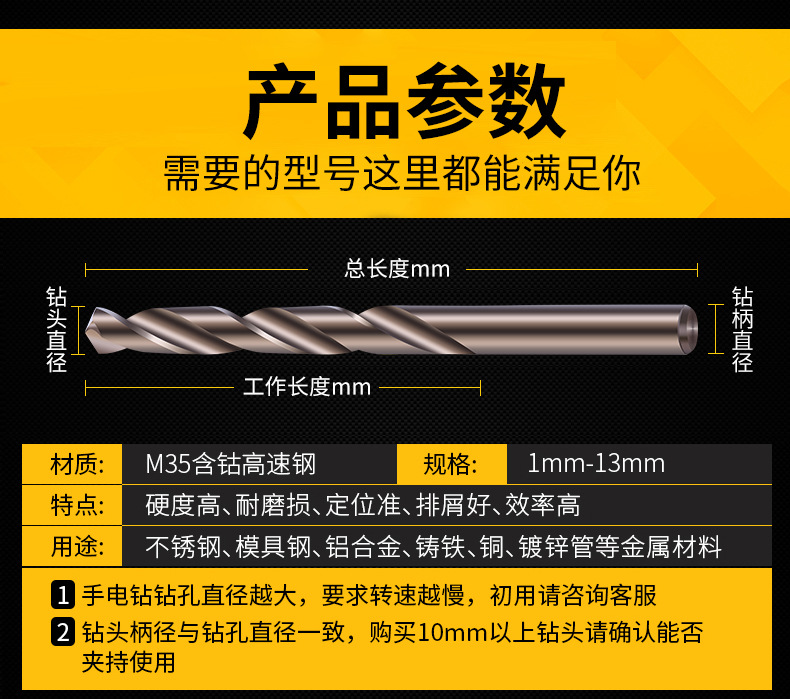
使用前请确认钻头直径与钻孔要求一致,并确保钻柄与夹持装置匹配,避免因夹持不牢导致滑脱或断裂
2
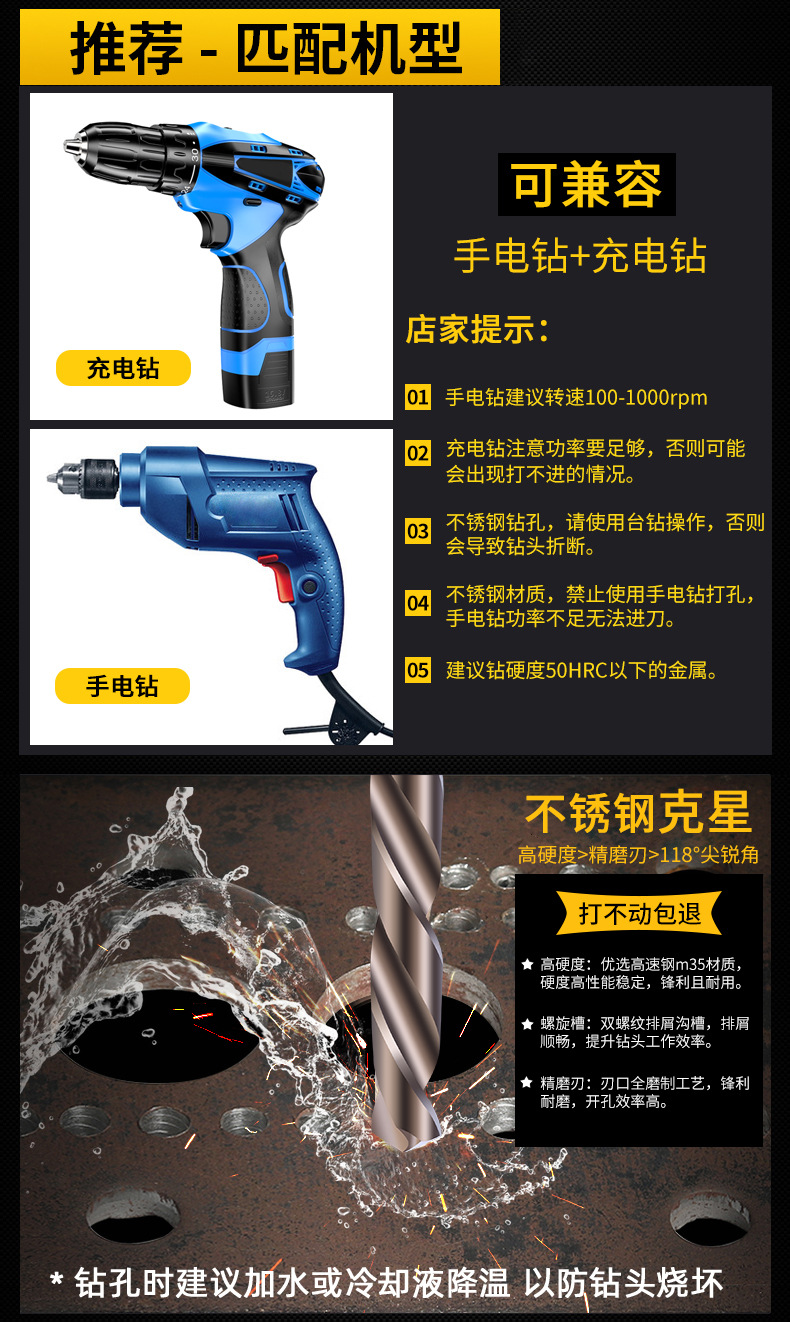
钻孔时建议控制转速,对于1.8mm钻头,推荐使用100-1000rpm范围内的转速,具体依设备功率和材料而定
3
加工不锈钢等高硬度材料时,强烈建议使用台钻或磁力钻等固定式设备,避免用手电钻操作,防止钻头折断
4
手电钻功率不足时可能无法有效钻入不锈钢,建议选择功率大于300W的电动工具
5
钻孔过程中应适时加水或冷却液进行降温,防止钻头因高温烧坏或退火,影响寿命和加工效果
6
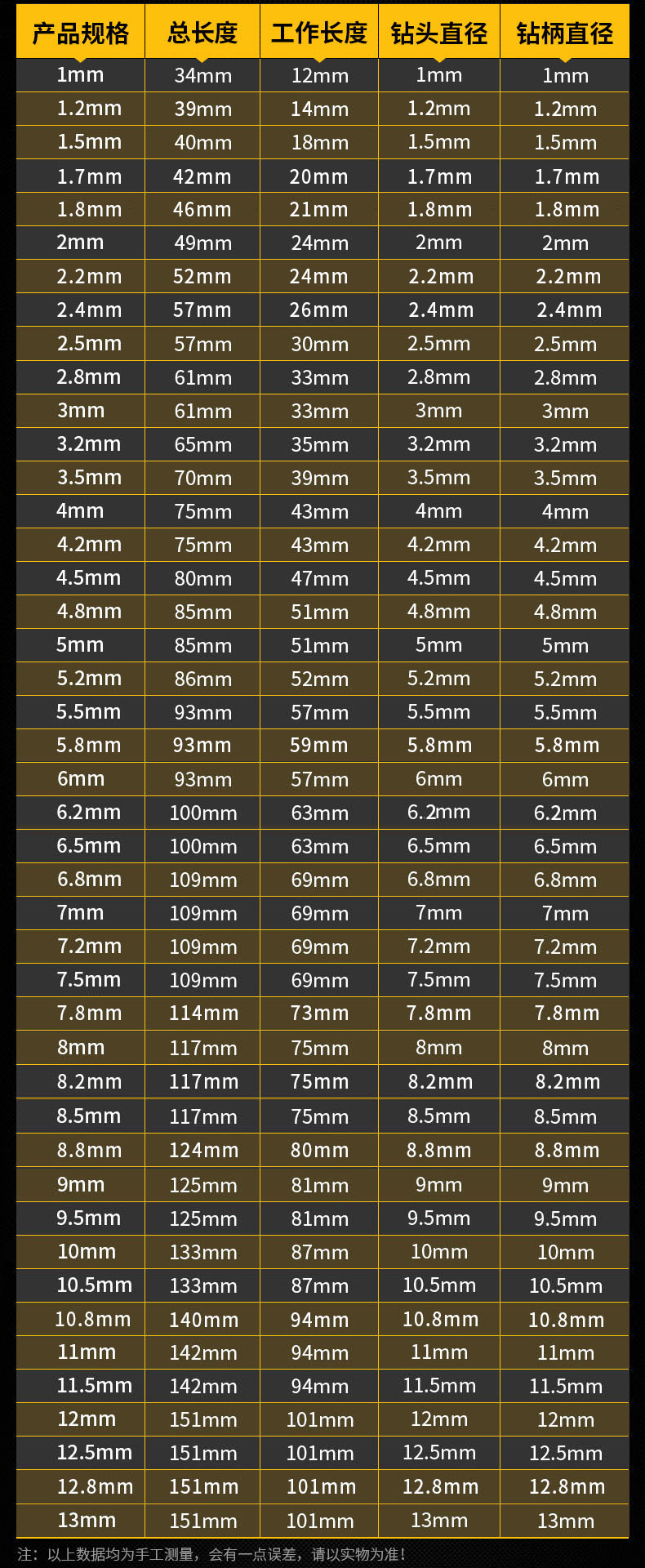
建议钻孔深度不超过钻头工作长度的2倍,避免过度深入造成钻头弯曲或折断
7
存放时应保持干燥清洁,避免生锈,建议存放在防潮盒内,远离腐蚀性环境
8
不得用于加工硬度超过50HRC的金属材料,以免损坏钻头