1
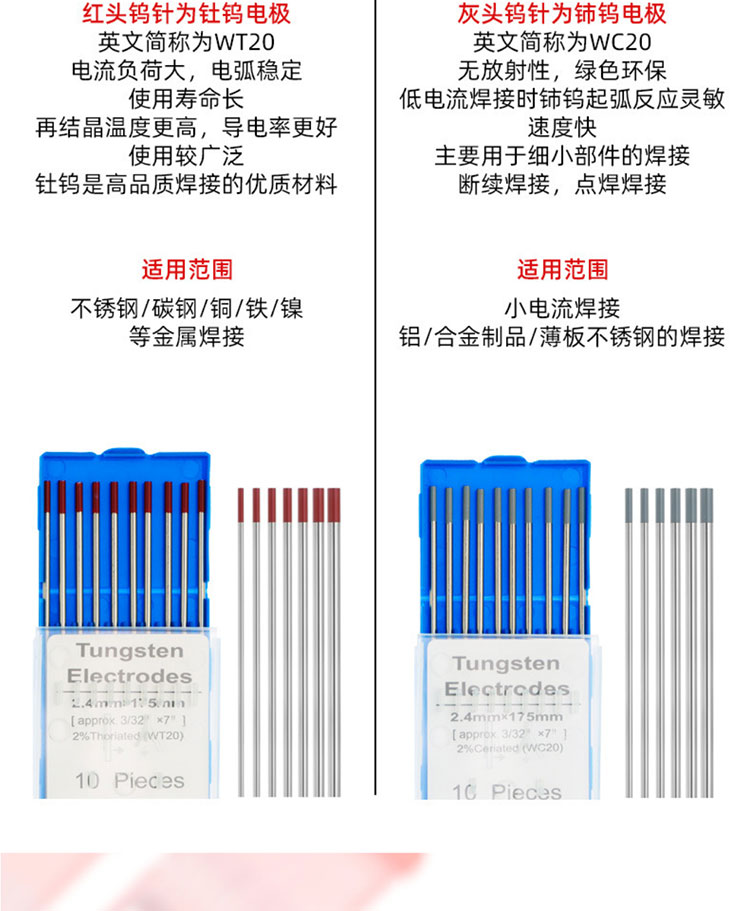
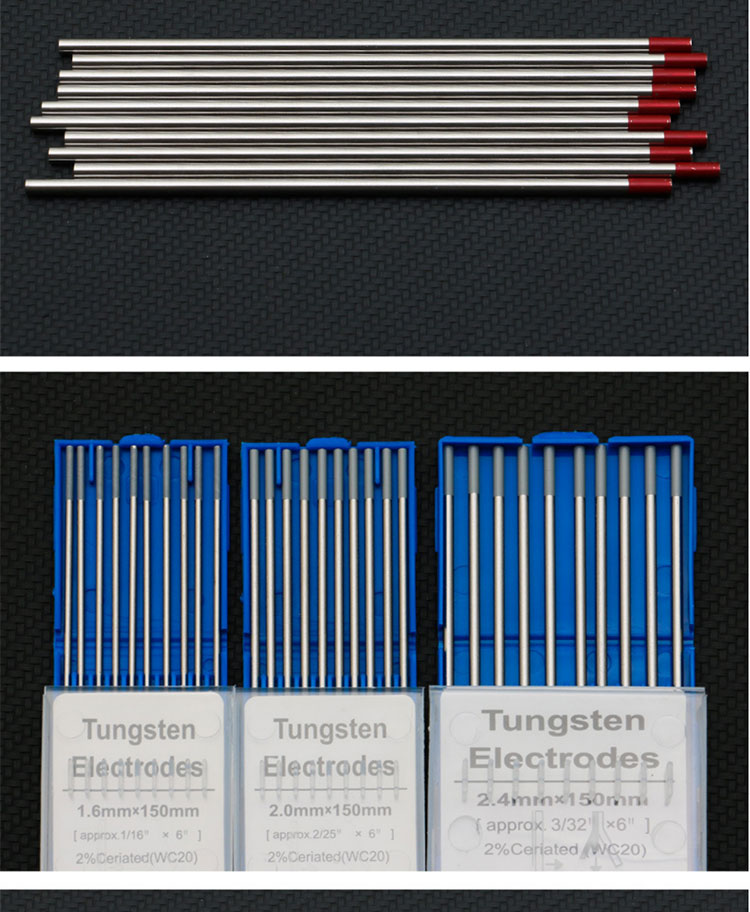
使用前请确认钨极直径与焊接电流匹配,参考直径与电流对照表选择合适规格,避免因电流过大导致钨极烧损或夹钨现象
2
焊接时应确保使用纯度≥99.99%的氩气,保证足够的提前送气和滞后停气时间,防止焊缝氧化
3
钨极需保持清洁,避免接触油污、水分或杂质,否则可能导致电弧不稳定或焊缝缺陷
4
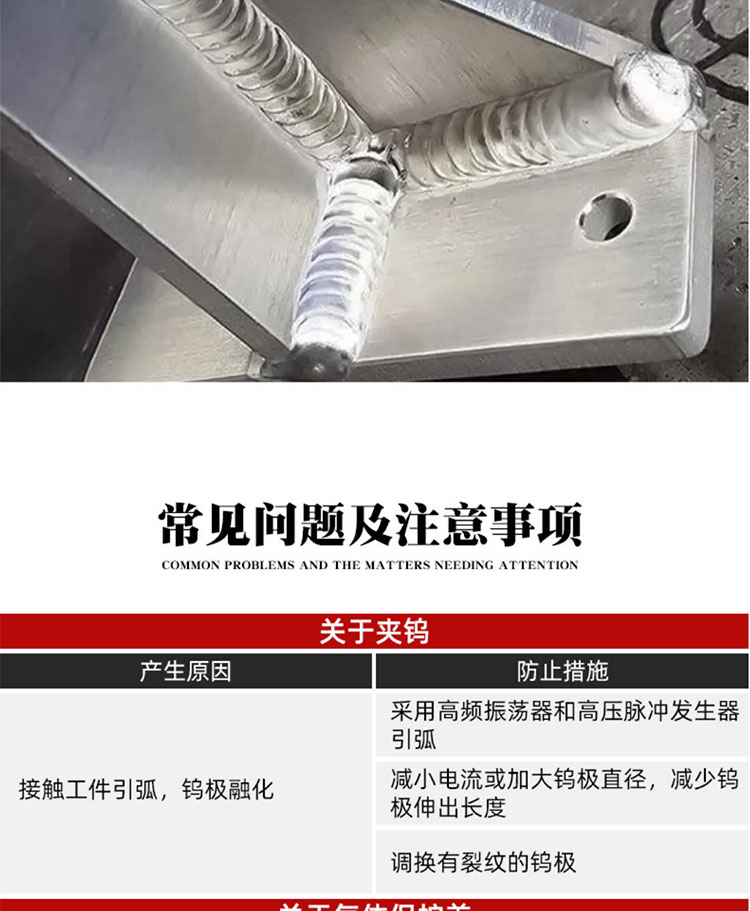
引弧时建议采用高压脉冲或高频引弧方式,避免直接接触工件引弧造成钨极熔化
5
钨极伸出长度不宜过长,一般控制在8-12mm之间,以保证电弧稳定和气体保护效果
6
停焊后应及时关闭氩气,延长滞后停气时间,防止钨极氧化
7
钍钨电极含有微量放射性物质,请避免长时间直接接触,操作时佩戴防护手套,妥善存放于专用容器中,远离儿童及食品区域
8
若发现钨极出现裂纹、氧化或严重烧损,应立即更换,以免影响焊接质量