1
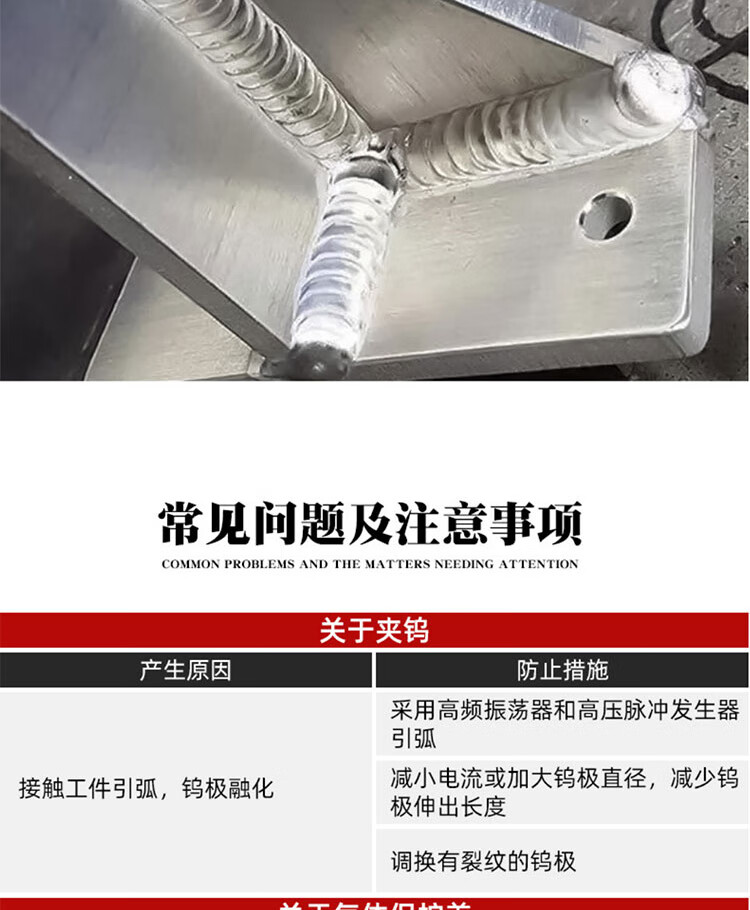
使用前需确认焊件清洁无油污、氧化物及水分,避免气孔和夹渣缺陷
2
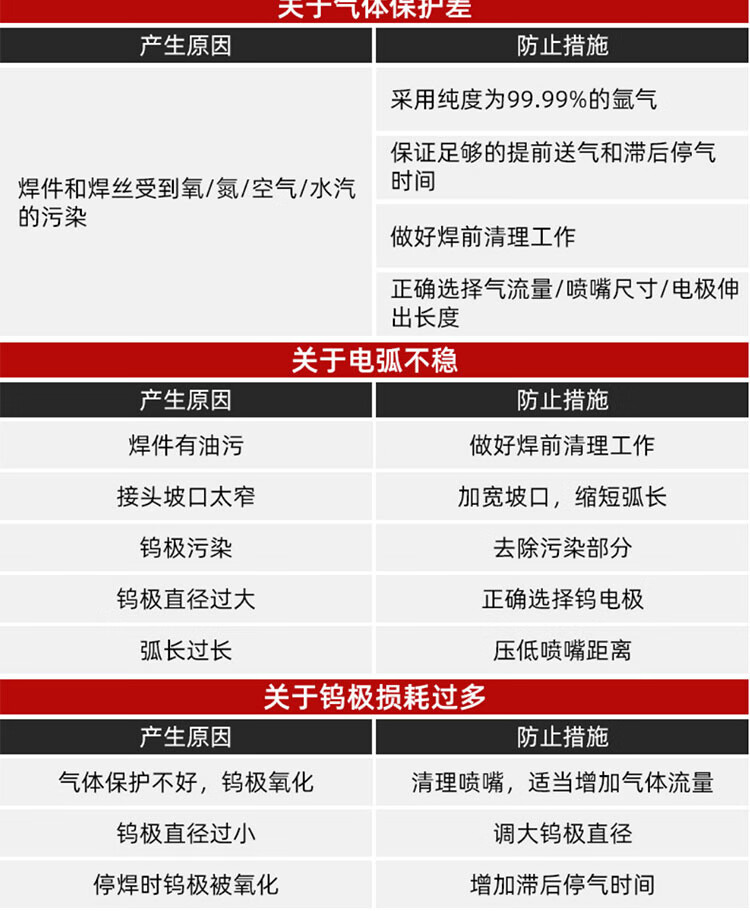
推荐使用纯度≥99.99%的氩气作为保护气体,并设置合适的提前送气和滞后停气时间
3
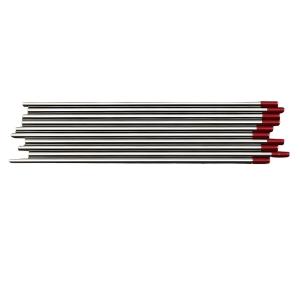
电极伸出长度应控制在合理范围(一般为8-12mm),过长易导致电弧不稳定或钨极氧化
4
起弧时建议使用高压脉冲或高频引弧方式,避免接触工件造成夹钨
5
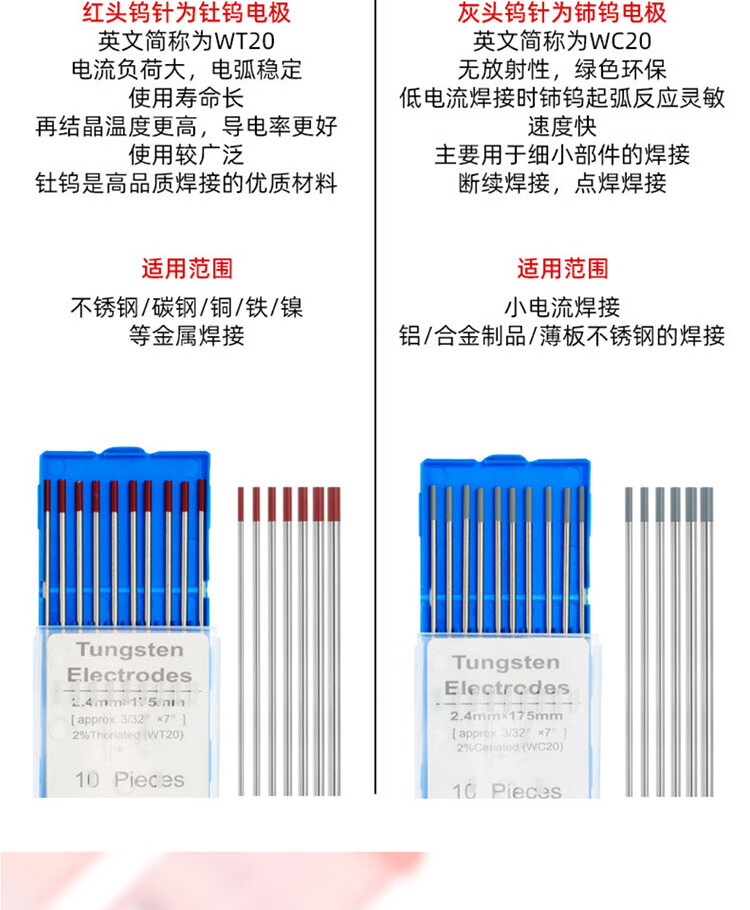
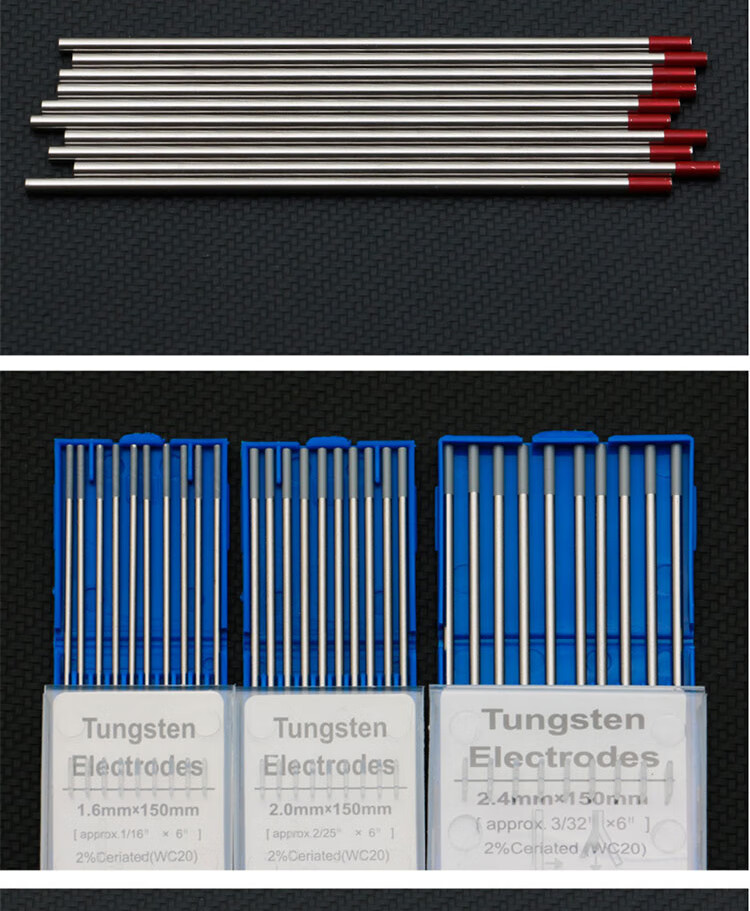
根据电流大小选择合适直径的钨极,参考直径与电流对照表:2.0mm电极适用直流正极100-200A,交流85-160A
6
定期检查喷嘴是否堵塞,保持气体流量稳定,防止钨极氧化
7
避免在低电流下使用大直径钨极,以免电弧集中困难或钨极损耗过快
8
储存时请置于干燥通风处,避免受潮或污染,未使用完的钨极应密封保存