1
开孔金属材质时必须添加冷却液,以降低摩擦温度,延长刀具寿命,防止过热损坏
2
定位钻钻透后需注意观察,随后应缓慢施压钻孔,避免突然受力导致偏移或崩刃
3
操作中如出现异常噪音或排屑不畅,应立即停止作业,清理内部铁屑后再继续
4
拆装螺丝时请勿用力过猛,以免造成螺纹损伤或螺丝滑牙
5
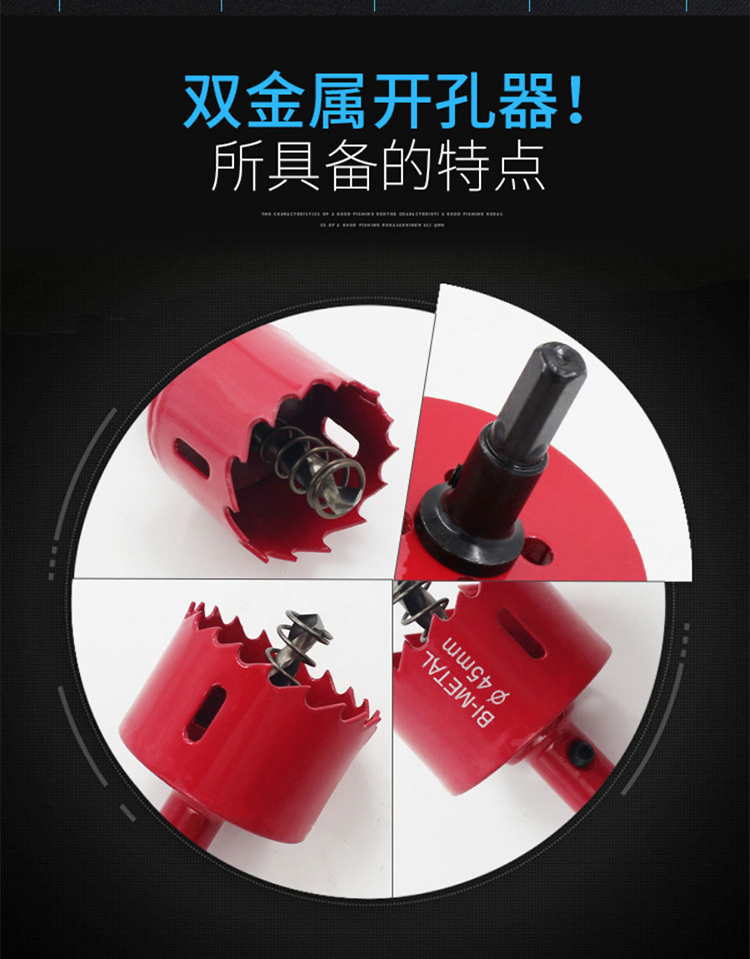
加工厚度超过10mm的材料时,建议取下中心钻上的弹簧,以增强稳定性
6
使用前请确认夹头与柄径匹配(10mm和13mm夹头通用),确保安装牢固
7
建议定期检查刀齿磨损情况,及时更换磨损严重的部件,保障加工质量与安全